Как соединять медные трубы фитингами. Как самостоятельно выполнить установку медных труб. Виды компрессионных фитингов
Метод основан на капиллярном подъеме жидкости (расплавленного припоя) по тончайшему зазору между стенками труб. Различают два вида пайки медных труб: низко- и высокотемпературную пайку. Разница в пайках в основном зависит от температуры плавления припоя. Для высокотемпературных паек используют тугоплавкие стержневые припои, для низкотемпературных - мягкие припои, свернутые в бухточки. Соответственно для нагревания труб при высокотемпературной пайке применяются ацетиленовые и пропановые горелки, для низкотемпературных порой достаточно, огня от паяльной лампы. Высокотемпературная пайка может применяться для всех видов медных разводок, включая коллекторы солнечного отопления, где трубы могут нагреваться до 250°C, низкотемпературная пайка более требовательна к температурам нагрева труб, тем не менее ее с успехом применяют в системах горячего водоснабжения и отопления. Каких-либо конструктивных различий в этих видах пайки нет, однако высокотемпературную пайку чаще используют при раструбных соединениях труб, а низкотемпературную - на соединениях труб фитингами с заплавленным в них припоем, хотя можно и наоборот.
Для монтажа медных трубопроводов используют три вида труб: мягкие (R 220), полутвердые (R 250) и твердые (R 290). В качестве параметра твердости (жёсткости) предлагается предел прочности на разрыв в МПа (Н/мм²). Мягкие трубы продаются свернутыми в бухты, полутвердые и твердые - прямыми стержнями. Принципиальное различие в этих видах труб, это давление транспортируемой среды, которое могут выдержать трубы. Самое большое давление выдерживают твердые трубы (290 Н/мм²), самое низкое - мягкие (220 Н/мм²). Давление, которое создается в квартирных и даже коттеджных трубопроводах, с успехом выдержат любые из этих труб. А если нужно построить паровую котельную или минипроизводство, то без расчета и составления проекта вам не обойтись, но это уже другая тема.
При раструбной пайке (рис. 36) используются мягкие, полутвердые либо твердые медные трубы с предварительно отожженным концом. Одному из концов трубы эспандером придают форму раструба, аналогичного раструбу канализационных труб, в него будет вставлен конец другой трубы. Необходимо помнить, что при отжиге концов твердых труб вы отпускаете металл и труба в месте соединения приобретает свойства мягкой трубы. Это обстоятельство нужно учитывать при проектировании трубопровода по критериям давления.
Рис. 36. Соединение медных труб раструбной пайкой
Для изготовления раструба нужно использовать на эспандере только те головки, которые предназначены для данного диаметра трубы, тогда диаметр раструба автоматически получится чуть больше внешнего диаметра трубы. Обычно зазор между внутренними стенками раструба и внешними стенками вставляемой в раструб трубы составляет примерно 0,2 мм. Такой зазор обеспечивает «втягивание» расплавленного припоя и равномерное его распределение по всей внутренней поверхности раструба при любом положении трубы. Другими словами, пайка труб может производиться в любом положении, даже раструбом вниз, капиллярный зазор между трубами все равно «всосет» в себя расплавленный припой, который равномерно распределится по месту пайки. Использование «правильной» головки эспандера, это 80% успеха пайки - зазор между трубами и глубина раструба задается именно этим инструментом.
Сегодня изготовители труб выпускают готовые фитинги и соединительные муфты, на которых уже сделаны раструбы (рис. 37). Применение таких деталей делает трубопровод дороже, но зато полностью исключает «человеческий фактор», присутствующий при самостоятельном изготовлении раструба эспандером.
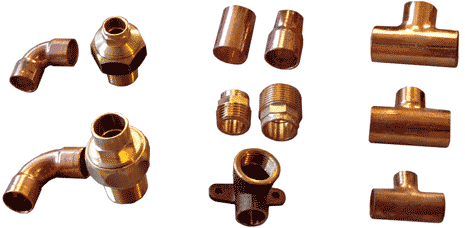 Рис. 37. Фитинги из меди и ее сплавов для раструбной пайки
Рис. 37. Фитинги из меди и ее сплавов для раструбной пайки
Трубы в месте припоя покрывают флюсом (рис. 38), который выполнит роль смазки для припоя и «протравки» (очищения метала) для меди. При высокотемпературной пайке с припоями из серебра или с бронзы в качестве флюса используют буру. Ее смешивают с водой до получения вязкой кашицы. Флюс наносится без излишков только на поясок трубы, который будет сочленен с фитингом или раструбом, а не внутрь фитинга или раструба. После нанесения флюса рекомендуется сразу сочленить детали, чтобы исключить попадание на влажную поверхность посторонних частиц. Если по какой-то причине пайка будет происходить чуть позднее, то деталям лучше дождаться этого момента уже в сочлененном виде. Рекомендуется повернуть трубу в фитинге или раструбе, либо, наоборот, фитинг вокруг оси трубы, с тем чтобы убедиться, что флюс равномерно распределился в монтажном зазоре и почувствовать, что труба достигла упора. Затем необходимо удалить тряпкой видимые остатки флюса с внешней поверхности трубы.

 Рис. 38. Покрытие труб флюсом и пайка
Рис. 38. Покрытие труб флюсом и пайка
Для пайки медных труб используют прутки припоя диаметром 3 мм из сплавов меди и серебра или бронзы. После изготовления раструба либо при использовании готового фитинга с раструбом трубы вставляются друг в друга. Место соединения со всех сторон нагревается пропановой или ацетиленовой горелкой. Нагревание производится до тех пор, пока поднесенный и прижатый к раструбу пруток припоя не начнет плавится. С приобретением опыта время нагрева труб определяется по изменению цвета трубы - до достижения «красного свечения». Фитинги с резьбой для присоединения их к другим трубопроводам или к сантехническим приборам изготавливаются из бронзы и латуни и требуют при пайке более длительного нагрева. Для определения расхода припоя на одно соединение обычно пользуются следующим способом: пруток припоя сгибают в виде буквы Г, делая загиб чуть больше диаметра раструба. Как только место пайки будет прогрето до нужной температуры, припой прижимают к зазору между раструбом и вставленной в него трубой и ведут им вокруг трубы, не прекращая при этом нагревания соединения. Припой плавится и затекает в зазор. Нужно вплавить в зазор весь отогнутый конец припоя, не больше и не меньше. Увеличение расхода припоя ведет к тому, что он может протечь сквозь щель и заплавить внутреннее сечение труб уменьшение расхода припоя приводит к непропаиванию соединения.
При пайке труб нужно соблюдать элементарные меры безопасности для работы с открытым огнем. Работать нужно в брезентовых рукавицах, лучше вдвоем с помощником, удержание трубы производить в удалении от места нагрева. При работе в одиночку для временного закрепления труб использовать струбцины.
После остывания узел готов к эксплуатации - это самое надежное соединение медных труб и совсем несложное. Опыт пайки медных труб приходит быстро, а для тех, кто уже владеет техникой газовой сварки, понятен сразу. Правда, для нагревания труб нужно оборудование для газовой сварки. Иногда (для пайки соединений небольших диаметров) можно воспользоваться горячим воздухом мощного строительного фена, используя насадку, ограничивающую конус горячего воздуха, с тем, чтобы быстрее добиться нагрева. Другим способом нагрева без пламени являются электроконтактные устройства. Внешне они напоминают большие клещи со сменными медными головками для охвата труб разных диаметров.
По окончании пайки узла либо всего трубопровода его необходимо промыть, чтобы освободить внутренние полости от остатков флюса. Как уже говорилось, флюс работает не только смазкой для припоя, но и протравкой для меди, то есть по сути это агрессивный окислитель. А раз так, то и нечего ему больше делать внутри труб, его нужно оттуда удалить промывкой водой. С внешней поверхности труб вытекший флюс удаляют ветошью.
Пайка трубопроводов встык не допускается. Если необходимо соединить детали встык, то производят не пайку труб, а сварку. В принципе делаются практически те же операции, что и при высокотемпературной пайке, за исключением того, что не требуется применения флюса, а нагрев труб и фитингов увеличивается до температуры плавления металла.
Для низкотемпературных паек используют фитинги с заплавленным в них припоем. Внешне это такие же фитинги для раструбной пайки, но по поверхности раструба выдавлен поясок (рис. 39), внутрь которого производители залили припой еще на стадии изготовления фитингов. В фитинг может быть залит как тугоплавкий, так и легкоплавкий припой, благодаря которому могут выполняться оба вида пайки. Однако, чаще всего, в фитинги заливают легкоплавкий припой, поэтому соединения на таких фитингах относят к категории низкотемпературных паек.
 Рис. 39. Фитинги с заплавленным в них припоем
Рис. 39. Фитинги с заплавленным в них припоем
Технология соединения медных труб на фитингах с заплавленным припоем еще проще, чем на обычных фитингах. Трубы и фитинги обрабатываются точно так же, как было описано выше. Затем трубы вставляются в фитинги или соединительные муфты. Фитинги нагреваются огнем паяльной лампы либо горячим воздухом строительного фена, припой, заложенный в фитингах, расплавляется и растекается по раструбу, спаивая детали (рис. 40). Вот и вся технология: воткнул зачищенные и обработанные флюсом детали друг в друга, прогрел узел паяльной лампой и дал остыть.
 Рис. 40. Соединение медных труб фитингами с заплавленым в них припоем
Рис. 40. Соединение медных труб фитингами с заплавленым в них припоем
Соединение медных труб на низкотемпературной пайке можно применять для всех видов домовых трубных разводок, за исключением трубопроводов с высокими температурами (около 150–250°C), которых в обычном доме не бывает.
Многие, на мой взгляд ошибочно, считают что медные трубы при монтаже водопровода или отопления дома удовольствие достаточно дорогое, а некоторые и что век меди для этих целей остался в прошлом. В этой записи м постараемся доказать Вам что это не так, именно потому что медь это достаточно удобный материал для монтажа любых конструкций,а если принять ее долговечность во внимание, то и незаменимый во многих случаях и именно ее выберет рачительный хозяин для своего собственного дома.
Если сравнивать медь с другими материалами, из которых изготавливают водопроводные и другие коммуникационные трубы (к примеру, с пластиком или ), то её преимущества очевидны. Прежде всего, это необычайно долгий срок службы: медные трубы и фитинги часто служат столько, сколько существует само здание.
Медь очень пластична, что повышает безопасность водопровода и сохраняет свои свойства в широком диапазоне температур (от -200 до +250 °С), что делает трубы устойчивыми к замораживанию в заполненном водой состоянии.
Медные трубы устойчивы к воздействию ультрафиолета (не в пример пластиковым), имеют малый коэффициент шероховатости, что позволяет использовать в аналогичных условиях
Медный трубопровод практически не подвержен воздействию различных видов вирусов и бактерий, ему не страшны масла, жиры и различные вредные вещества. Даже неизбежный для наших водопроводов хлор не способен разрушить медную трубу, а, напротив, за счёт образования на её внутренних стенках окисного слоя хлор способствует продлению срока эксплуатации трубы.
Трубы
Водопроводные медные трубы круглого сечения выпускаются как в бухтах (длиной по 25 и 50 м), так и в отрезках (штангах различной длины). Наиболее часто употребляемые трубы имеют диаметры от 8 до 28 мм при толщине стенок 1 мм. Стоит подчеркнуть, что медные трубы за счёт тонких стенок значительно легче стальных. Они могут иметь теплоизоляцию.
Монтаж медных труб особых затруднений не вызывает, главным образом благодаря тому, что они хорошо режутся и гнутся. Медные трубы могут соединяться двумя способами: разъёмным и неразъёмным. Ко второму относятся пайка, сварка, опрессовка.
Для соединения труб, подсоединения к арматуре, к существующему водопроводу применяют различные фитинги.
Фитинги
Существует большое количество разновидностей соединительных и переходных фитингов. Примеры некоторых приведены на фото 1-12. Так, для пайки используются не только обычные и переходные муфты, но и различные угольники, тройники, крестовины, обводы, калачи и заглушки. Существуют фитинги с переходом паяного соединения на резьбовое, например, «американка» с конусным уплотнением (15×1/2″). В резьбовых пресс-фитингах часто используется обжимное кольцо, которое при затягивании накидной гайки обжимает трубу, герметизируя тем самым соединение.
Пайка медных труб
Пайка осуществляется за счёт адгезии между расплавленным медно-фосфорным или серебряным припоями и нагретыми соединяемыми трубами. Припой распределяется в месте соединения под действием капиллярных сил, «смачивая» основной металл. Для улучшения качества пайки и повышения коэффициента адгезии используются специальные флюсы, а поверхности под пайку предварительно зачищаются. При пайке нужно равномерно нагреть соединяемые детали до необходимой температуры.
Поэтому при пайке важен вид пламени горелки, который указывает на сбалансированность газовой смеси. Уменьшающееся пламя горелки указывает на избыточное количество топлива в смеси, которое превышает содержание кислорода. Пересыщенная газовая смесь из-за избытка кислорода образует пламя, которое окисляет поверхность металла. Признаком этого явления служит чёрный налёт на металле. Сбалансированная газовая смесь при горении образует пламя, которое нагревает металл, не оказывая другого воздействия.
При работе над пайкой медных труб также примите к сведению что:
- Нанесение флюса способствует адгезии припоя с металлом.
- Место пайки предварительно облуживают.
- Для качественной пайки обязателен необходимый нагрев спаиваемых деталей.
- Для пайки медных труб обязательна зачистка соединения.
Инструменты для пайки меди
Для пайки меди применяют специальные паяльники и газовые горелки.
При работе с медными трубами, помимо пайки и обжатия, их приходится резать, сгибать, расширять, отбортовывать. Гибку труб во избежание заламывания и сплющивания выполняют при помощи рычажного трубогиба. Причём для труб диаметром до 15 мм радиус изгиба должен составлять не менее 3,5 диаметров. Для труб больших диаметров радиус изгиба должен быть не менее 4 диаметров. Отрезать трубы можно и ножовкой по металлу, но лучше всего с помощью трубореза, который позволяет выполнять это точно по отметке и без перекосов. После каждого оборота надо поджимать режущий ролик, подтягивая установочный винт. Появляющиеся в процессе резки заусенцы надо обязательно удалить.
Для обеспечения вставки трубы в трубу применяют специальные клещи-расширители и оправки.
Как правильно гнуть медные трубы
На фото сверху цифрами обозначены
- Трубу вставляют и фиксируют в захвате трубогиба в месте начала изгиба.
- Прикладывая усилие, постепенно поворачивают подвижную рукоять рычажного трубогиба, изгибая трубу вокруг оправки.
- Изогнуть трубу можно и с помощью пружины с диаметром, соответствующим диаметру трубы.
Развальцовка труб
На фото снизу цифрами обозначены
Для соединения труб фитингами с накидными гайками (особенно при ремонте соединений) приходится делать развальцовку.
- При необходимости снять накидную гайку надо отрезать конец трубы с развальцовкой.
- Отрезать развальцовку можно роликовым труборезом, сдвинув гайку по трубе.
- Для восстановления развальцовки трубу зажимают в матрице, чтобы торец трубы выступал над поверхностью матрицы примерно на 1 мм.
- Завинчивая винт приспособления, деформируют конец трубы с образованием конусного расширения.
- После снятия винтового зажима проверяют воронкообразную развальцовку, которая должна иметь правильную форму.
- Придать концу трубы плоскую форму можно лёгкими ударами молотка, вновь зажав трубу в матрице.
- Гладкую и ровную поверхность развальцовки можно получить с помощью бархатного напильника.
- Осталось положить уплотнительную прокладку, и трубу можно подсоединять.
- При необходимости развальцовку можно сделать и на фитингах, например, муфтах, угольниках.
Как расширить медную трубку
Для соединения труб пайкой без применения соединительных фитингов конец одной трубы можно расширить с помощью специальных клещей.
Вставив трубу в клещи с головкой необходимого диаметра, прикладывают усилие к ручкам клещей, расширяя конец трубы.
После расширения трубы вставляют в трубу оправку-калибр и лёгкими ударами молотка по оправке доводят диаметр расширения до необходимого расширить с помощью специальных клещей.
Как резать медные трубы труборезом:
Трубу помещают между губками трубореза и поджимают режущий ролик установочным винтом.
Сделав труборезом один или два оборота вокруг трубы, ролик поджимают винтом и вновь поворачивают труборез.
Откидывающимся ножом удаляют заусенцы с внутренней части трубы.
Продолжают резку трубы до тех пор, когда отрезаемую часть трубы можно будет отделить рукой.
Типовые виды соединений медных труб
При выполнении работ по монтажу, например, водопровода с применением медных труб приходится обеспечивать подсоединения, делать отводы, обводы, монтировать сантехническую арматуру.
На фото виды “медных” соединений
- Подсоединение гибкого шланга.
- Соединение труб разных диаметров пайкой с помощью прямой муфты.
- Отвод выполнен с помощью тройника и однораструбного обвода.
- Угольник с настенным креплением и вентилем обеспечивает подсоединение гибкой подводки.
- Обвод с расширенными раструбами.
- Врезка шарового крана, подсоединённого с помощью накидных гаек.
Вариант водопроводной системы с использованием медных составляющих
С целью оптимизации водопроводной системы, выравнивания давления в системе, уменьшения дополнительных нагрузок на насос и стоимости системы диаметры медных труб выбирают в зависимости от расхода воды в каждой точке потребления. Обычно при расходе до 50 л/мин применяют трубы диаметром 10 мм, при расходе до 160 л/мин - трубы сечением 16 мм, при расходе 250 л/мин - трубы сечением 20 мм. Вариант водопроводной системы и диаметры медных труб показаны на рисунке.
Для труб разных диаметров обычно применяют резьбовые фитинги соответствующих размеров. Например, фитинги под ключ 15×22 мм можно применять для паяного соединения с трубами сечением 10-18 мм (таблица).
| Фитинг | Диаметр трубы, мм | |||||||
| 12×18 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 |
| 15×22 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 |
| 20×28 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 |
 1 компл.. кальянные принадлежности на батарейсветодио дный светодиодный свет с…
1 компл.. кальянные принадлежности на батарейсветодио дный светодиодный свет с…
В наличии
Тройник пресс-В бронза Sanpress VIEGA 54x1/2"x54 - фитинг-переходник от резьбового к прессовому соединению при необходимости разветвления в монтаже медных труб в системах холодного и горячего водоснабжения, систем отопления, сантехнического оборудования. Материал тройника пресс-В бронза Sanpress VIEGA 54x1/2"x54 - бронза. Областью применения тройника пресс-В бронза Sanpress VIEGA 54x1/2"x54 - вода, воздух, гликоли, мазут и другие неагрессивные жидкости. Условия эксплуатации тройника пресс-В бронза Sanpress VIEGA 54x1/2"x54: максимальная температура 110 градусов по Цельсию, максимально допустимое давление - 10 бар. Допускается только однократное обжатие тройника пресс-В бронза Sanpress VIEGA 54x1/2"x54 пресс-клещами. Комплектация тройника пресс-В бронза Sanpress VIEGA 54x1/2"x54 - уплотнительные элементы HNBR. Пресс-фитинги Sanpress снабжены контуром безопасности SC-Contur(микропаз на фитинге), который позволяет во время испытания давлением визуально определить неопрессованные соединения, а полученные
Положить товар в корзину
Цена со скидкой: 2 597,64 руб
В наличии
Норма отгрузки: 1 шт.
Кол-во единиц:
1 +1
Сумма: 2 597,64 руб
В наличии
Тройник пресс-Н бронза Sanpress VIEGA 54x3/4"x54 - фитинг-переходник от резьбового к прессовому соединению при необходимости разветвления в монтаже медных труб в системах холодного и горячего водоснабжения, систем отопления, сантехнического оборудования. Материал тройника пресс-Н бронза Sanpress VIEGA 54x3/4"x54 - бронза. Областью применения тройника пресс-Н бронза Sanpress VIEGA 54x3/4"x54 - вода, воздух, гликоли, мазут и другие неагрессивные жидкости. Условия эксплуатации тройника пресс-Н бронза Sanpress VIEGA 54x3/4"x54: максимальная температура 110 градусов по Цельсию, максимально допустимое давление - 10 бар. Допускается только однократное обжатие тройника пресс-Н бронза Sanpress VIEGA 54x3/4"x54 пресс-клещами. Комплектация тройника пресс-Н бронза Sanpress VIEGA 54x3/4"x54 - уплотнительные элементы HNBR. Пресс-фитинги Sanpress снабжены контуром безопасности SC-Contur(микропаз на фитинге), который позволяет во время испытания давлением визуально определить неопрессованные соединения, а полученные
Положить товар в корзину
Цена со скидкой: 4 162,45 руб
В наличии
Норма отгрузки: 1 шт.
Кол-во единиц:
1 +1
Сумма: 4 162,45 руб
В наличии
Тройник пресс-Н бронза Sanpress VIEGA 35x3/4"x35 - фитинг-переходник от резьбового к прессовому соединению при необходимости разветвления в монтаже медных труб в системах холодного и горячего водоснабжения, систем отопления, сантехнического оборудования. Материал тройника пресс-Н бронза Sanpress VIEGA 35x3/4"x35 - бронза. Областью применения тройника пресс-Н бронза Sanpress VIEGA 35x3/4"x35 - вода, воздух, гликоли, мазут и другие неагрессивные жидкости. Условия эксплуатации тройника пресс-Н бронза Sanpress VIEGA 35x3/4"x35: максимальная температура 110 градусов по Цельсию, максимально допустимое давление - 10 бар. Допускается только однократное обжатие тройника пресс-Н бронза Sanpress VIEGA 35x3/4"x35 пресс-клещами. Комплектация тройника пресс-Н бронза Sanpress VIEGA 35x3/4"x35 - уплотнительные элементы HNBR. Пресс-фитинги Sanpress снабжены контуром безопасности SC-Contur(микропаз на фитинге), который позволяет во время испытания давлением визуально определить неопрессованные соединения, а полученные
Положить товар в корзину
Цена со скидкой: 2 464,46 руб
В наличии
Норма отгрузки: 1 шт.
Кол-во единиц:
1 +1
Сумма: 2 464,46 руб
В наличии
Тройник пресс-Н бронза Sanpress VIEGA 22x3/4"x22 - фитинг-переходник от резьбового к прессовому соединению при необходимости разветвления в монтаже медных труб в системах холодного и горячего водоснабжения, систем отопления, сантехнического оборудования. Материал тройника пресс-Н бронза Sanpress VIEGA 22x3/4"x22 - бронза. Областью применения тройника пресс-Н бронза Sanpress VIEGA 22x3/4"x22 - вода, воздух, гликоли, мазут и другие неагрессивные жидкости. Условия эксплуатации тройника пресс-Н бронза Sanpress VIEGA 22x3/4"x22: максимальная температура 110 градусов по Цельсию, максимально допустимое давление - 10 бар. Допускается только однократное обжатие тройника пресс-Н бронза Sanpress VIEGA 22x3/4"x22 пресс-клещами. Комплектация тройника пресс-Н бронза Sanpress VIEGA 22x3/4"x22 - уплотнительные элементы HNBR. Пресс-фитинги Sanpress снабжены контуром безопасности SC-Contur(микропаз на фитинге), который позволяет во время испытания давлением визуально определить неопрессованные соединения, а полученные
Положить товар в корзину
Цена со скидкой: 1 851,00 руб
В наличии
Норма отгрузки: 1 шт.
Кол-во единиц:
1 +1
Сумма: 1 851,00 руб
В наличии
Тройник пресс-В бронза Sanpress VIEGA 15х1/2"х15 - фитинг-переходник от резьбового к прессовому соединению при необходимости разветвления в монтаже медных труб в системах холодного и горячего водоснабжения, систем отопления, сантехнического оборудования. Материал тройника пресс-В бронза Sanpress VIEGA 15х1/2"х15 - бронза. Областью применения тройника пресс-В бронза Sanpress VIEGA 15х1/2"х15 - вода, воздух, гликоли, мазут и другие неагрессивные жидкости. Условия эксплуатации тройника пресс-В бронза Sanpress VIEGA 15х1/2"х15: максимальная температура 110 градусов по Цельсию, максимально допустимое давление - 10 бар. Допускается только однократное обжатие тройника пресс-В бронза Sanpress VIEGA 15х1/2"х15 пресс-клещами. Комплектация тройника пресс-В бронза Sanpress VIEGA 15х1/2"х15 - уплотнительные элементы HNBR. Пресс-фитинги Sanpress снабжены контуром безопасности SC-Contur(микропаз на фитинге), который позволяет во время испытания давлением визуально определить неопрессованные соединения, а полученные
Положить товар в корзину
Цена со скидкой: 731,76 руб
В наличии
Норма отгрузки: 1 шт.
Кол-во единиц:
1 +1
Сумма: 731,76 руб
В наличии
Тройник пресс-В бронза Sanpress VIEGA 22х1/2"х22 - фитинг-переходник от резьбового к прессовому соединению при необходимости разветвления в монтаже медных труб в системах холодного и горячего водоснабжения, систем отопления, сантехнического оборудования. Материал тройника пресс-В бронза Sanpress VIEGA 22х1/2"х22 - бронза. Областью применения тройника пресс-В бронза Sanpress VIEGA 22х1/2"х22 - вода, воздух, гликоли, мазут и другие неагрессивные жидкости. Условия эксплуатации тройника пресс-В бронза Sanpress VIEGA 22х1/2"х22: максимальная температура 110 градусов по Цельсию, максимально допустимое давление - 10 бар. Допускается только однократное обжатие тройника пресс-В бронза Sanpress VIEGA 22х1/2"х22 пресс-клещами. Комплектация тройника пресс-В бронза Sanpress VIEGA 22х1/2"х22 - уплотнительные элементы HNBR. Пресс-фитинги Sanpress снабжены контуром безопасности SC-Contur(микропаз на фитинге), который позволяет во время испытания давлением визуально определить неопрессованные соединения, а полученные
Положить товар в корзину
Цена со скидкой: 1 028,57 руб
В наличии
Норма отгрузки: 1 шт.
Кол-во единиц:
1 +1
Сумма: 1 028,57 руб
В наличии
Тройник пресс-В бронза Sanpress VIEGA 28х1/2"х28 - фитинг-переходник от резьбового к прессовому соединению при необходимости разветвления в монтаже медных труб в системах холодного и горячего водоснабжения, систем отопления, сантехнического оборудования. Материал тройника пресс-В бронза Sanpress VIEGA 28х1/2"х28 - бронза. Областью применения тройника пресс-В бронза Sanpress VIEGA 28х1/2"х28 - вода, воздух, гликоли, мазут и другие неагрессивные жидкости. Условия эксплуатации тройника пресс-В бронза Sanpress VIEGA 28х1/2"х28: максимальная температура 110 градусов по Цельсию, максимально допустимое давление - 10 бар. Допускается только однократное обжатие тройника пресс-В бронза Sanpress VIEGA 28х1/2"х28 пресс-клещами. Комплектация тройника пресс-В бронза Sanpress VIEGA 28х1/2"х28 - уплотнительные элементы HNBR. Пресс-фитинги Sanpress снабжены контуром безопасности SC-Contur(микропаз на фитинге), который позволяет во время испытания давлением визуально определить неопрессованные соединения, а полученные
Положить товар в корзину
Цена со скидкой: 1 286,42 руб
В наличии
Норма отгрузки: 1 шт.
Кол-во единиц:
1 +1
Сумма: 1 286,42 руб
Водорозетка обжим-В с пластиковым кольцом TIEMME 10х1/2" предназначена для соединения медных и стальных труб с точками водоразбора в системе водоснабжения, отопления и сантехнического оборудования. Материал водорозетки обжим-В TIEMME 10х1/2" - латунь CW617N с пластиковым кольцом (P.T.F.E.). Областью применения водорозетки - вода, гликоли, неагрессивные жидкости, масло и сжатый воздух. Нормы для трубы ограничивают условия эксплуатации водорозетки обжим-В с пластиковым кольцом TIEMME 10х1/2" следующими данными: максимальная рабочая температура составляет 120 градусов по Цельсию, максимально допустимое давление 30 бар. Резьба водорозетки обжим-В с пластиковым кольцом TIEMME 10х1/2" - ISO 228 (ГОСТ 6357-81), тип соединения - обжим и внутренняя резьба.
Несмотря на развитие технологий и популярность применения полимеров, при изготовлении трубопроводов для систем водоснабжения и отопления с успехом применяется металл. Для этих целей обычно используется сталь, латунь и медь. Последняя обладает отличными показателями стойкости к образованию коррозии, механической прочности и устойчивостью к воздействию высоких температур и давления. Поэтому, невзирая на некоторую дороговизну этого материала, его использование вполне оправдано.
Перед тем как соединить медные трубы, необходимо определиться, делать это с помощью пайки или без нее.
Соединение пайкой
Одним из первых вариантов следует рассмотреть соединение труб при помощи пайки. Нужно сразу отметить, что способов пайки медных труб существует два – это низкотемпературный и высокотемпературный метод. Как несложно догадаться, различие между ними заключается в температуре, при которой происходит пайка. При низкотемпературном режиме нагревание элементов происходит до 300 °С и применяются припои с низкой температурой плавления. Высокотемпературная пайка применяется для монтажа систем, испытывающих значительные нагрузки, например, в промышленности, использование этой методики в частных целях нецелесообразно.

При соединении медных труб при помощи пайки, как правило, используются соединительные элементы, называемые фитингами, припои на основе олова и флюсы. Процесс соединения труб выглядит следующим образом.
- Сначала необходимо отрезать трубы нужного размера. При этом стоит проявлять аккуратность и обязательно учитывать размеры самого фитинга.
- Торцы труб, которые нужно соединить, необходимо тщательно осмотреть на предмет наличия различных дефектов вроде трещин, сколов или заусенцев. Их присутствие недопустимо, так как способно повлиять на герметичность соединения, поэтому в случае обнаружения все дефекты необходимо ликвидировать.
- Если торцы труб в порядке, то можно приступать к соединению. Следует оговориться, что вариантов соединения существует несколько, например, соединять нужно более двух труб или трубы различного диаметра, поэтому должны быть выбраны фитинги, соответствующие цели.
- Торец трубы и внутренняя часть соединительного элемента обрабатывается при помощи флюса – специального состава, который выступает в роли обезжиривателя, подготавливающего поверхности для более прочного соединения.
- После этого торец трубы вставляется в фитинг и нагревается. Фитинг подбирается таким образом, чтобы его диаметр был на 1–1,5 мм больше, чем диаметр трубы. Нагревание труб производится с помощью газовой горелки. Пространство между соединяемыми элементами заполняется плавящимся припоем. Современный рынок предлагает разнообразие готовых припоев, удобных в применении, поэтому проблем с этим возникнуть не должно.
- После того как припой будет равномерно распределён по всей окружности, соединяемые части следует оставить до полного застывания припоя, образующего прочное соединение.
- Заключительным этапом должна стать проверка соединения, то есть воду нужно пустить. Таким образом, произойдёт не только проверка, но и удаление остатков флюса, которые могут остаться на внутренней поверхности труб, что нежелательно, так как способно стать причиной возникновения коррозии.
Соединение без помощи пайки
Следует также отметить, что, несмотря на то, что соединение медных труб при помощи пайки является наиболее надёжным и целесообразным в большинстве случаев, существуют моменты, когда паять не представляется возможным и в таких случаях можно прибегнуть к соединению без пайки при помощи специальных фитингов. Принцип их действия основан на зажимном эффекте, возникающем в результате соединения резьбой. Процесс соединения заключается в следующем.
- Сначала фитинг, обычно состоящий из двух частей, необходимо разобрать.
- Одна из частей одевается на трубу. Если быть точнее, то одевается гайка и зажимное кольцо.
- После этого, труба вставляется внутрь соединительного фитинга, и гайка затягивается по резьбе.

Как правило, к фитингам такого рода прилагается инструкция, в строгом соответствии с которой должны проводиться все работы.
Обратите внимание! Соединение труб таким образом не является достаточно надёжным, поэтому недопустимы даже малейшие перекосы в соединении, а также нарушение технологии. Для достижения большей герметичности резьбового соединения его можно уплотнить специальными нитями, при этом недопустимо, чтобы излишки попали внутрь трубы, так как это может препятствовать свободному прохождению воды.
Какой бы способ соединения не был выбран, работы следует проводить, соблюдая ряд общих правил:
- Для соединения должны использоваться трубы из одного металла. Если же нужно соединить медную трубу с какой-либо ещё, нужно выбирать соответствующий метод. Например, для соединения медной и ПВХ трубы не подходит пайка.
- Если предполагается соединять медные и стальные трубы, то стальные нужно размещать перед медными.
- При затягивании резьбовых соединений необходимо соблюдать осторожность, особенно, если используются тонкостенные трубы.
- Для того чтобы не ошибиться с количеством припоя, длину проволоки нужно брать равную окружности трубы.
- Для нагревания труб лучше всего использовать специальную горелку. Применение обычной паяльной лампы в принципе допустимо, но при этом есть риск перегреть место соединения, что усложнит работу.
- Медные трубы несколько затратные с материальной точки зрения, поэтому перед началом работ целесообразно провести предварительные расчёты количества материала. При этом не следует забывать, что соединительные элементы тоже имеют определённые размеры, которые необходимо также учитывать.

В заключение стоит сказать, что соединение медных труб является не очень сложным с технологической точки зрения процессом, но в первый раз могут возникнуть некоторые сложности. Для того чтобы иметь наиболее полное представление о процессе, можно проконсультироваться с профессионалами или хотя бы просмотреть видео по этой теме.
Видео
В этом видео показан процесс пайки медных труб.
Во время сантехнических работ, а равно как при прокладывании канализационных труб для дома, нередко возникает необходимость соединения различных сегментов, выполненных из медных труб. Именно об этой непростой процедуре мы и поговорим далее.
Разрезание медной трубы резаком
Первоначально необходимо нарезать трубы нужного размера, для чего применяется специальный инструмент, показанный на следующем рисунке.
Как разрезать жесткую медную трубу. Разрез осуществляется специальным инструментом, хомут которого нужно плотно затянуть, после чего начать вращение вокруг трубы, повторяя, его пока труба не будет разрезана.
- Колесо трубного резака.
- Трубный резак.
- Направляющее колесо трубного резака.
- Медная труба.
- Сторона вращения винта.
- Ручка, вращением которой затягивается хомут трубного резака.
Принцип разрезания трубы очень просто. Резак надевается на нужный конец трубы и передвигается в то место, где будет расположен разрез. Хомут резака должен плотно прилегать к трубе, для чего следует затянуть винт (хомут). Далее нужно начать вращение резака вокруг трубы, постепенно затягивая винт, и так пока труба не будет разрезана.

Классический вариант использования инструмента для разрезания медной трубы
Конечно, для разрезания медной трубы можно использовать ножовку, но при таком разрезе кромки трубы будут слишком неровными, и их придется отдельно сглаживать.
Труба разрезана, теперь можно заняться шлифовкой кромок.
Обработка кромок медной трубы после разрезания
В первую очередь, следует зачистить кромки труб, убрав все возможные неровности. Для этого обычно используется надфиль либо полукруглый напильник.

Аккуратно уберите с кромки трубы все неровности, оставшиеся после разреза. Для этого вам понадобится надфиль либо закругленный напильник.
- Медная труба.
- Неровности и задиры после разрезания трубы.
- Напильник или надфиль полукруглой формы.
Шлифовка кромок трубы
Теперь берем тонкую шкурку и приступаем к шлифовке внешней поверхности кромки. Полируйте ее до тех пор, пока она не будет блестеть. Далее обрабатывается внутренняя плоскость трубы прямо у кромок. Для этого, как правило, можно приобрести специальные щетки в ближайшем строительном магазине.

Отшлифовать кромки медной трубы наждачкой совсем не сложно
Не переусердствуйте с зачисткой поверхности трубы - если убрать слишком много материала, то будут проблемы с последующей пайкой.

Кромки трубы как снаружи, так и изнутри нужно аккуратно зачистить тонкой шкуркой.
- Медная труба.
- Наждачная бумага (тонкая).
- Легко нажимая, отшлифуйте кромку трубы.
- Зачистка кромки трубы.
- Тройник из меди.
- Тонкая наждачка.
- Зачистка внутренней части кромки.
- Проведите наждачкой по внутренней поверхности трубы.
Нанесение флюса
Далее нам понадобится кисточка, с помощью которой тонкий слой флюса наносится как внутри, так и снаружи трубы. Поскольку флюс - это химически активное средство для протравливания, используйте его осторожно, во избежание возможной коррозии трубы.

Для нанесения слоя флюса желательно использовать кисточку. Не вздумайте это делать пальцами - флюс весьма ядовит и вреден не только для пальцев, но и для глаз.
- Медная труба.
- Тройник из меди.

Наносим флюс на медную трубу кисточкой
Вставьте трубу в фитинг, как можно плотнее. Поверните этот фитинг, чтобы флюс равномерно растекся. Если какие-то капли останутся снаружи трубы, уберите их.

Когда края трубы смазаны флюсом, надвиньте фитинг на трубу и поверните его таким образом, чтобы он более равномерно распределился по трубке. Остатки флюса, что вытекли наружу, обязательно уберите.
- Тройник из меди.
- Вставьте трубу в фитинг.
- Поверните трубу, чтобы распределить флюс по фитингу.
- Вытрите остатки флюса.
- Медная труба.
Обработка стыков трубы горелкой
Начинаем работу с горелкой. Зажгите ее и поднесите огонь горелки к краю стыка трубы. Нагрейте конец фитинга и последовательно обведите пламенем его поверхность.

Как трубу, так и фитинг нужно нагреть горелкой до температуры, с которой начнется плавление припоя.
- Нагрейте часть трубы.
- Нагрейте боковую часть фитинга.

Обработка стыка медной трубы пропановой горелкой
Распределение припоя
Когда стык будет разогрет достаточно и припой начнет плавиться, концом припоя прикоснитесь к той точке, где соединяется фитинг и труба. Пройдите по этому стыку круговым движением. После того, как вся кромка будет закрыта припоем, и вы будете уверены в том, что зазоров не осталось, нужно подождать, пока стык не остынет. Также учтите, что при накладывании припоя огонь горелки должен касаться трубы.

Конец припоя нужно приложить к кроме фитинга и провести огнем вдоль стыка. Затем припой расплавится и попадет прямо в щель между трубой и фитингом. В ходе всего процесса прогревайте фитинг, так чтобы сохранять температуру плавления припоя.
- Медный фитинг.
- Удерживайте факел пропановой горелки у фитинга.
- Медная труба.
- Приложите припой к стыку и разложите его вдоль кромки.
- Припой.

Использование припоя для сварки медной трубы
Каким же образом припой попадет непосредственно в пространство между трубой и фитингом, не останется ли он снаружи? В действительности, припой попадет в щель за счет воздействия капиллярных сил, причем течь он может как вертикально, так и горизонтально. Этот процесс наглядно иллюстрируется на следующем рисунке.

Механизм воздействия капиллярных сил на припой.
- Фитинг из меди.
- Медная труба.
- Припой, который попадает в щель между трубами благодаря каппилярному подсосу.
- Припой затвердевает и формирует защитный слой, который распределяется по кромке стыка.
- Как распределяется припой.
- Расправленный припой.
- Охлажденный припой принимает пастообразную форму.
Для выбора припоя нужно руководствоваться давлением жидкости в прокладываемом трубопроводе, а также температурой плавления припоя. Согласно существующим стандартам, во флюсах и припоях, предназначенных для канализационных систем, концентрация свинца не должна превышать значение в 0,2%.
Как соединить мягкие медные трубы
Мягкая медная труба не зря называется именно так - изогнуть ее совсем несложно руками. Однако, при этом достаточно высок риск того, что труба будет изогнута неправильно. Поэтому настоятельно рекомендуем использовать трубогиб.
Если труба будет слишком перегнута, вода не сможет полноценно проходить через зону перегиба, не говоря уже про появление трещин. Если необходим изгиб достаточно большого радиуса, то в роли трубогиба отлично подойдет гибкая оболочка обычного водопроводного шланга, выполненная из пружины. Необходимо лишь, чтобы эта оболочка соответствовала диаметру медной трубы.

При необходимости изогнуть длинную мягкую медную трубу можно использовать пружинную оболочку обычного шланга. Гнуть трубу следует аккуратно, не прикладывая слишком больших усилий. Затем просто методом вращения снимите трубу.
- Пружинная защитная оболочка.
- Мягкая медная труба.
Чтобы погнуть трубу, можно аккуратно надавить на нее коленом. При этом чем больше радиус изгиба трубы, тем меньше вероятность того, что труба будет слишком перегнута.

Простейший метод изгибания мягкой медной трубы: используется обычный стальной гофрированный шланг и пластиковая бутылка
Если требуется изогнуть трубу в рамках меньшего радиуса, то для этого не обойтись без ручного трубогиба. Прежде чем вставить трубу в данный инструмент, разверните его ручки по направлению в 180 градусов.
Когда труба вставлена, нужно поднять одну ручку таким образом, что она составит прямой угол с другой ручкой. Ошибиться здесь сложно, поскольку на ролике трубогиба есть соответствующая метка, которую нужно совместить с точкой гиба.
Видео по применению трубогиба
В этом видео демонстрируется, как нужно правильно использовать трубогиб для того, чтобы гнуть медные трубы, предназначенные для канализации или систем кондиционирования.
Использование трубогиба
Теперь просто сводите вместе ручки трубогиба, пока не получите именно тот изгиб, что вам требуется. Прежде чем гнуть трубу убедитесь в том, что трубогиб полностью соответствует ее диаметру.
Рычажный трубогиб - идеальный инструмент для сгибания медной трубы. При этом минимальный радиус изгиба зависит от того, трубу какого диаметра вы сгибаете.
- Медная труба.
- Медная труба.
- Поворачивайте ручку, пока труба не будет изогнута под нужным углом.
- Разверните ручки на 180 градусов и вставьте трубу в трубогиб.
- Медная труба.
- Ролик трубогиба.
- Медная труба.

Классический рычажный трубогиб для изгибания медных (и не только) труб
Соединение медной трубы развальцовкой
Для соединения мягкой медной трубы нередко используется муфта, в которую заделывается предварительно развальцованный конец трубы. Стык такого типа имеет немало преимущств, в частности, его совсем просто демонтировать в случае необходимости и опять закрепить.
Обычно стык с развальцовкой используется при невозможности применения пропановой горелки, либо если не получается слить воду из старой трубы. Для крепления муфты достаточно надеть ее на трубу, после чего нужно развальцевать конец трубы, используя соответствующий инструмент.

На фото показаны развальцовка и зажим с набором отверстий для калибровки. Все это вместе и есть инструменты для правильной развальцовки медной трубы
Процесс развальцовки
Развальцовка медной трубы выглядит следующим образом.
- Первоначально нужно зачистить конец трубы.
- На трубу надевается муфта.
- Труба вставляется в отверстие для калибровки, после чего зажимается. Разумеется, диаметр трубы должен совпадать с диаметром отверстия. При этом торец трубы нужно установить заподлицо либо незначительно выше, нежели плоскость зажима.
- На зажим надевается соответствующее приспособление, после чего следует начать вращения винта. В конечном итоге торец трубы должен быть развальцован под углом, который, в среднем, составляет 45 градусов.

Конец трубы следует зажать в калиброванном отверстии. Далее инструмент развальцовки передвигается на зажим, и конус вставляется в трубу. Развальцовка осуществляется вращением винта.
- Инструмент для развальцовки кромок.
- Конус для развальцовки.
- Калибровочные отверстия.
- Зажим.
- Медная труба.
Труба вынимается из калиброванного отверстия, после чего муфта вплотную переносится к ранее развальцованным кромкам.

Для соединения развальцованных концов медных труб применяется муфта.
- Соединительный компонент муфты под развальцовку.
- Конусный конец компонента вставляется в развальцованную часть трубы.
- Компонент муфты в виде гайки.
- Развальцованные кромки трубы.
- Медная труба.

Стандартная муфта для медной трубы
Для обворачивания резьбы муфты нужно использовать уплотнительную ленту и затем плотно завернуть соответствующую гайку. Теперь муфта полностью собрана и мы можем полюбоваться на нее на следующем рисунке.

Собранная муфта выглядит следующим образом.
- Гайка для развальцовки.
- Центральный компонент муфты.
- Гайка под развальцовку.
- Медная труба с развальцованным концом.
Порой медные трубы нарезаются на заводе с припуском на 2-2,5 см. Это сделано для того, чтобы в случае неудачной развальцовки конец трубы можно было бы отрезать и сделать развальцовку заново.
Видео по развальцовке медных трубов
Наглядный самоучитель по развальцовке труб из меди своими руками. Вы сами сможете убедиться — ничего сложного в этом процессе нет.
Муфта с прокладкой
Для соединения медной трубы с кранами и вентилями нередко используется такой элемент, как муфта с прокладкой .
Фактически, это обычная гайка с уплотняющей прокладкой. При этом фитинг, который присоединяется к муфте, должен иметь резьбу, соответствующую резьбе данной гайки.

В данной муфте есть специальная фиксирующая прокладка, которая точно входит в гайку, имеющую внутреннюю резьбу, после чего вставляется в отверстие арматуры, у которой, в свою очередь, есть наружная резьба.
- Медная труба.
- Гайка.
- Уплотнительная прокладка.
- Муфта для соединения с прокладкой.
- Соединение с другой трубой.
- Вентиль либо фитинг.
Установить такую муфту несложно. Изначально на трубу надевается гайка, затем уплотнительная прокладка.

Типичная муфта с прокладкой для медной трубы
Далее труба вставляется в фитинг, она должна находиться точно перпендикулярно к отверстию фитинга. Это очень важный момент, поскольку если труба будет установлена в фитинг даже под незначительным углом, то течь практически неизбежна.
Теперь уплотнительная прокладка поджимается к кромках фитинга. Осталось завернуть гайку на вентиле, причем затягивать нужно не сильно, где-то на четверть оборота.



