Kako povezati bakrene cevi s fitingi. Kako samostojno namestiti bakrene cevi. Vrste kompresijskih fitingov
Metoda temelji na kapilarnem dvigu tekočine (staljene spajke) po najtanjši reži med stenami cevi. Obstajata dve vrsti spajkanja bakrene cevi: nizko- in visokotemperaturno spajkanje. Razlika pri spajkanju je v glavnem odvisna od temperature taljenja spajke. Za visokotemperaturne spajke se uporabljajo ognjevzdržne spajke, za nizkotemperaturne spajke pa mehke spajke, zvite v zvitke. V skladu s tem se acetilenske in propanske bakle uporabljajo za ogrevanje cevi med spajkanjem pri visokih temperaturah, včasih je dovolj za nizkotemperaturne, ogenj iz pihalnik. Visokotemperaturno trdo spajkanje se lahko uporablja za vse vrste bakrenih napeljav, vključno s sončnimi kolektorji, kjer se lahko cevi segrejejo do 250 °C, nizkotemperaturno spajkanje je bolj zahtevno pri temperaturah ogrevanja cevi, kljub temu pa se uspešno uporablja pri topli vodi in ogrevanju. sistemi. Pri teh vrstah spajkanja ni strukturnih razlik, vendar se pri visokotemperaturnem spajkanju pogosteje uporabljajo spoji cevi z vtičnicami, pri nizkotemperaturnem spajkanju pa spoji cevi s fitingi, v katere je vlit spajk, čeprav je možno tudi obratno. .
Za vgradnjo bakrenih cevovodov se uporabljajo tri vrste cevi: mehke (R 220), poltrdne (R 250) in trde (R 290). Kot parameter trdote (trdote) je predlagana natezna trdnost v MPa (N/mm²). Mehke cevi se prodajajo zvite v zalive, poltrdne in trde - ravne palice. Bistvena razlika med temi vrstami cevi je pritisk transportiranega medija, ki ga cevi prenesejo. Trde cevi prenesejo najvišji pritisk (290 N/mm²), mehke cevi prenesejo najmanjši pritisk (220 N/mm²). Tlak, ki nastane v stanovanjskih in celo hišnih cevovodih, bo uspešno prenesel katero koli od teh cevi. In če morate zgraditi parno kotlovnico ali mini proizvodnjo, potem ne morete brez izračuna in priprave projekta, vendar je to druga tema.
Pri spajkanju vtičnice (slika 36) se uporabljajo mehke, poltrde ali trde bakrene cevi s predhodno žarjenim koncem. Eden od koncev cevi z ekspanderjem je oblikovan v nastavek, podoben nastavku kanalizacijske cevi, bo vanj vstavljen konec druge cevi. Ne smemo pozabiti, da ko žarite konce trdih cevi, sprostite kovino in cev na stičišču pridobi lastnosti mehke cevi. To okoliščino je treba upoštevati pri načrtovanju cevovoda po merilih tlaka.
riž. 36. Povezava bakrenih cevi s spajkanjem
Za izdelavo vtičnice morate na ekspanderju uporabiti samo tiste glave, ki so zasnovane za določen premer cevi, potem se bo premer vtičnice samodejno izkazal za nekoliko večji od zunanjega premera cevi. Običajno je razmik med notranjimi stenami vtičnice in zunanjimi stenami cevi, vstavljene v vtičnico, približno 0,2 mm. Takšna reža zagotavlja "vlečenje" staljene spajke in njeno enakomerno porazdelitev po celotni notranji površini vtičnice na katerem koli položaju cevi. Z drugimi besedami, cevi lahko spajkamo v kateremkoli položaju, tudi če je nastavek navzdol, bo kapilarna reža med cevmi še vedno "posrkala" vase staljeno spajko, ki se bo enakomerno porazdelila po mestu spajkanja. Uporaba "pravilne" ekspanderske glave je 80% uspeha spajkanja - razmik med cevmi in globino vtičnice nastavi to orodje.
Danes proizvajalci cevi proizvajajo že pripravljene fitinge in spojke, na katerih so že izdelane vtičnice (slika 37). Uporaba takih delov podraži cevovod, vendar popolnoma odpravi "človeški dejavnik", ki je prisoten med samoizdelava razširitvena vtičnica.
 riž. 37. Fitingi iz bakra in njegovih zlitin za spajkanje vtičnic
riž. 37. Fitingi iz bakra in njegovih zlitin za spajkanje vtičnic Cevi na mestu spajke so prekrite s talilom (slika 38), ki bo delovalo kot mazivo za spajko in "kisalec" (čiščenje kovine) za baker. Pri visokotemperaturnem spajkanju s srebrnimi ali bronastimi spajkami se boraks uporablja kot tok. Mešamo ga z vodo, dokler ne dobimo viskozne kaše. Tok se nanese brez presežka samo na obrobo cevi, ki se bo spojila z nastavkom ali vtičnico, in ne v nastavek ali vtičnico. Po nanosu fluksa je priporočljivo, da dele takoj zgibate, da preprečite vstop tujih delcev na mokro površino. Če bo iz nekega razloga spajkanje potekalo nekoliko kasneje, je bolje, da deli počakajo na ta trenutek že v zgibni obliki. Priporočljivo je, da cev zavrtite v fitingu ali nastavku ali obratno, fiting okoli osi cevi, da zagotovite enakomerno porazdelitev fluksa v montažni reži in občutek, da je cev dosegla stop. Nato je potrebno s krpo odstraniti vidne ostanke talila z zunanje površine cevi.

 riž. 38. Prevleka cevi s talilom in spajkanje
riž. 38. Prevleka cevi s talilom in spajkanje Za spajkanje bakrenih cevi se uporabljajo spajkalne palice s premerom 3 mm iz zlitin bakra in srebra ali brona. Po izdelavi nastavka ali pri uporabi že pripravljenega nastavka z nastavkom se cevi vstavijo ena v drugo. Spoj se segreje z vseh strani s propanskim ali acetilenskim gorilnikom. Ogrevanje se izvaja, dokler se spajkalna palica, dvignjena in pritisnjena na vtičnico, ne začne topiti. S pridobivanjem izkušenj se čas segrevanja cevi določa s spremembo barve cevi - do "rdečega sijaja". Navojni priključki za priključitev na druge cevovode ali na vodovodne napeljave so izdelani iz brona in medenine in zahtevajo daljši čas segrevanja pri spajkanju. Za določitev porabe spajke na spoj se običajno uporablja naslednja metoda: spajkalno palico upognemo v obliki črke G, tako da je krivina nekoliko večja od premera vtičnice. Takoj ko se mesto spajkanja segreje želeno temperaturo, spajko pritisnemo na režo med vtičnico in cevjo, ki je vstavljena vanjo, in jo vodimo okoli cevi, ne da bi ustavili segrevanje spoja. Spajka se stopi in steče v režo. Potrebno je stopiti celoten upognjen konec spajke v režo, nič več in nič manj. Povečana poraba spajke povzroči, da lahko teče skozi režo in stopi notranji del cevi, zmanjšana poraba pa vodi do nespajkanja spoja.
Pri spajkanju cevi morate upoštevati osnovne varnostne ukrepe za delo z odprtim ognjem. Delati je treba v platnenih rokavicah, bolje je skupaj s pomočnikom, da cev držite stran od mesta ogrevanja. Ko delate sami, uporabite objemke, da začasno pritrdite cevi.
Po ohladitvi je sklop pripravljen za delovanje - to je najbolj zanesljiva povezava bakrenih cevi in sploh ni težavna. Izkušnje spajkanja bakrenih cevi pridejo hitro in tistim, ki že poznajo tehniko plinskega varjenja, je takoj jasno. Res je, da za ogrevanje cevi potrebujete opremo za plinsko varjenje. Včasih (za spajkanje majhnih premerov) lahko uporabite vroč zrak močnega gradbenega sušilnika za lase z uporabo šobe, ki omejuje stožec vročega zraka, da dosežete hitrejše segrevanje. Drug način ogrevanja brez plamena so elektrokontaktne naprave. Navzven spominjajo na velike klešče z zamenljivimi bakrenimi glavami za pokrivanje cevi. različnih premerov.
Po končanem spajkanju sklopa ali celotnega cevovoda ga je treba sprati, da se notranje votline sprostijo iz ostankov fluksa. Kot smo že omenili, fluks deluje ne le kot mazivo za spajkanje, ampak tudi kot jedkalo za baker, to je v resnici agresivno oksidacijsko sredstvo. In če je tako, potem v ceveh nima več kaj početi, od tam ga je treba odstraniti s pranjem z vodo. Z zunanje površine cevi odstranimo iztekel tok s krpo.
Čelno spajkanje cevovodov ni dovoljeno. Če je treba dele povezati od konca do konca, potem cevi ne spajkajo, ampak jih varijo. Načeloma se izvajajo skoraj enaki postopki kot pri visokotemperaturnem spajkanju, le da ni potreben fluks, segrevanje cevi in fitingov pa se poveča na temperaturo taljenja kovine.
Za nizkotemperaturno spajkanje se uporabljajo fitingi, v katere je vlit spajk. Navzven so to enaki fitingi za spajkanje vtičnic, vendar je vzdolž površine vtičnice iztisnjen pas (slika 39), znotraj katerega so proizvajalci vlili spajkanje že v fazi izdelave fitingov. V fiting je mogoče vliti tako ognjevzdržno spajko kot spajko z nizkim tališčem, zaradi česar je mogoče izvesti obe vrsti spajkanja. Najpogosteje pa se v fitinge vlije spajka z nizkim tališčem, zato so spoji na takšnih fitingih razvrščeni kot nizkotemperaturno spajkanje.
 riž. 39. Priključki s spajkami, ki so vanje vtopljene
riž. 39. Priključki s spajkami, ki so vanje vtopljene Tehnologija povezovanja bakrenih cevi na fitinge za taljene spajke je še enostavnejša kot na običajnih fitingih. Cevi in fitingi se obdelujejo na popolnoma enak način, kot je opisano zgoraj. Cevi se nato vstavijo v fitinge ali spojke. Okovje se segreje z ognjem pihalnika ali vročim zrakom gradbenega sušilnika za lase, spajka, ki je vdelana v okovje, se stopi in razširi vzdolž vtičnice, spajka dele (slika 40). To je vsa tehnologija: očiščene in fluksirane dele sem zataknil enega v drugega, sestav segrel s pihalnikom in pustil, da se ohladi.
 riž. 40. Povezava bakrenih cevi s fitingi s spajkami, ki so v njih vtopljene
riž. 40. Povezava bakrenih cevi s fitingi s spajkami, ki so v njih vtopljene Spajkane bakrene cevne povezave se lahko uporabljajo za vse vrste hišnih cevovodov, z izjemo cevovodov z visokimi temperaturami (približno 150–250 ° C), ki jih v navadni hiši ni.
Mnogi, po mojem mnenju, zmotno verjamejo, da so bakrene cevi za vgradnjo vodovoda ali ogrevanje hiše precej drage, nekateri pa, da je doba bakra za te namene preteklost. V tem prispevku vam bomo skušali dokazati, da temu ni tako, ravno zato, ker je bakra dovolj udoben material za vgradnjo kakršnih koli konstrukcij, in če upoštevamo njegovo vzdržljivost, potem je v mnogih primerih nepogrešljiv in zanj se bodo odločili priden gostitelj za svoj dom.
Če baker primerjamo z drugimi materiali, iz katerih so izdelane vodovodne in druge komunikacijske cevi (na primer s plastiko ali), potem so njegove prednosti očitne. Najprej je to nenavadno dolga življenjska doba: bakrene cevi in fitingi pogosto trajajo toliko časa, kolikor obstaja zgradba sama.
Baker je zelo plastičen, kar povečuje varnost oskrbe z vodo in ohranja svoje lastnosti v širokem temperaturnem območju (od -200 do +250 ° C), zaradi česar so cevi odporne proti zmrzovanju, ko so napolnjene z vodo.
Bakrene cevi so odporne na ultravijolično sevanje (za razliko od plastike), imajo nizek koeficient hrapavosti, kar jim omogoča uporabo v podobnih pogojih
Bakreni cevovod praktično ne vpliva različne vrste virusov in bakterij, ne boji se olj, maščob in raznih škodljive snovi. Tudi klor, ki je neizogiben za naše vodovodne cevi, ne more uničiti bakrene cevi, ampak ravno nasprotno, zaradi tvorbe oksidne plasti na njenih notranjih stenah klor pomaga podaljšati življenjsko dobo cevi.
Cevi
Vodovodne bakrene cevi krožnega prereza se proizvajajo tako v zvitkih (dolžine 25 in 50 m) kot v segmentih (palice različnih dolžin). Najpogosteje uporabljene cevi imajo premer od 8 do 28 mm z debelino stene 1 mm. Velja poudariti, da so bakrene cevi zaradi tankih sten veliko lažje od jeklenih. Lahko so izolirani.
Namestitev bakrenih cevi ne povzroča posebnih težav, predvsem zaradi dejstva, da so dobro rezane in upognjene. Bakrene cevi je mogoče povezati na dva načina: snemljivo in enodelno. Drugi vključuje spajkanje, varjenje, stiskanje.
Za priklop cevi, priklop na armature, različne armature se uporabljajo na obstoječo oskrbo z vodo.
Prileganje
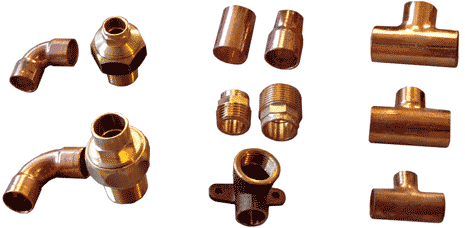
Obstaja veliko vrst povezovalnih in prehodnih okovjev. Primeri nekaterih so prikazani na fotografijah 1-12. Torej, za spajkanje se ne uporabljajo samo navadne in adapterske spojke, temveč tudi različna kolena, T-kratniki, križi, konture, zvitki in čepi. Obstajajo fitingi s prehodom spajkane povezave na navojno, na primer "ameriški" s stožčastim tesnilom (15 × 1/2 ″). Navojni stiskalni fitingi pogosto uporabljajo obroček, ki ob privijanju spojne matice stisne cev in s tem zatesni povezavo.
Spajkanje bakrenih cevi
Spajkanje se izvaja zaradi adhezije med staljenimi bakreno-fosfornimi ali srebrovimi spajkami in segretimi cevmi, ki jih je treba spojiti. Spajka se porazdeli na stičišču pod delovanjem kapilarnih sil, ki "močijo" osnovno kovino. Za izboljšanje kakovosti spajkanja in povečanje koeficienta oprijema se uporabljajo posebni tokovi, površine za spajkanje pa so predhodno očiščene. Pri spajkanju morate dele, ki jih želite spojiti, enakomerno segreti na želeno temperaturo.
Zato je pri spajkanju pomembna vrsta plamena gorilnika, ki kaže ravnovesje mešanice plinov. Zmanjšanje plamena gorilnika kaže na presežek goriva v mešanici, ki presega vsebnost kisika. Prenasičena mešanica plinov zaradi presežka kisika tvori plamen, ki oksidira površino kovine. Znak tega pojava je črna prevleka na kovini. Uravnotežena mešanica plinov pri gorenju tvori plamen, ki segreje kovino brez kakršnega koli drugega učinka.
Pri spajkanju bakrenih cevi upoštevajte tudi naslednje:
- Uporaba fluksa spodbuja oprijem spajke na kovino.
- Mesto spajkanja je predhodno servisirano.
- Za kakovostno spajkanje je potrebno potrebno segrevanje spajkanih delov.
- Za spajkanje bakrenih cevi je potrebno čiščenje spoja.
Orodja za spajkanje bakra
Za spajkanje bakra se uporabljajo posebni spajkalniki in plinski gorilniki.
Pri delu z bakrenimi cevmi jih je treba poleg spajkanja in stiskanja rezati, upogniti, razširiti, zbrati. Upogibanje cevi, da se izognemo gubanju in sploščenju, se izvede z vzvodom za upogibanje cevi. Poleg tega mora biti za cevi s premerom do 15 mm polmer upogiba najmanj 3,5 premera. Za cevi velikih premerov mora biti polmer upogiba najmanj 4 premere. Cevi lahko režete tudi z nožno žago, vendar je najbolje z rezalnikom za cevi, ki vam omogoča, da to storite točno na oznaki in brez popačenj. Po vsakem obratu je potrebno zategniti rezalni valj z zategovanjem nastavitvenega vijaka. Zareze, ki nastanejo med rezanjem, je treba odstraniti.
Da bi zagotovili vstavljanje cevi v cev, se uporabljajo posebne ekspanderske klešče in trni.
Kako upogniti bakrene cevi
Na zgornji fotografiji kažejo številke
- Cev je vstavljena in pritrjena v ročaju upogiba cevi na začetku krivine.
- Z uporabo sile postopoma obračajte premični ročaj vzvoda za upogibanje cevi, tako da upognete cev okoli trna.
- Cev lahko upognete tudi z vzmetjo s premerom, ki ustreza premeru cevi.
Razširitev cevi
Na spodnji fotografiji kažejo številke
Za priključitev cevi s fitingi s spojnimi maticami (zlasti pri popravilu priključkov) je potrebno narediti raztegovanje.
- Po potrebi odstranite spojno matico tako, da odrežete končni konec cevi.
- Razširitev lahko odrežete z valjčnim rezalnikom za cevi tako, da potisnete matico vzdolž cevi.
- Za ponovno vzpostavitev sežganja je cev vpeta v matrico tako, da konec cevi štrli nad površino matrice za približno 1 mm.
- Z vijačenjem pritrdilnega vijaka se konec cevi deformira s tvorbo stožčastega raztezanja.
- Po odstranitvi vijačne objemke preverite lijakasto širino, ki mora imeti pravilno obliko.
- Konec cevi lahko sploščite z lahkimi udarci kladiva in ponovno vpnete cev v matrico.
- gladko in ravna površina razsvetljavo lahko dosežete z žametno pilico.
- Ostaja še postaviti tesnilno tesnilo in cev je mogoče priključiti.
- Če je potrebno, se lahko razširitev izvede tudi na fitingih, na primer na spojkah, kvadratih.
Kako razširiti bakreno cev
Za spajanje cevi s spajkanjem brez uporabe priključnih fitingov lahko konec ene cevi razširite s posebnimi kleščami.
Ko vstavite cev v klešče z glavo potrebnega premera, uporabite silo za ročaje klešč in razširite konec cevi.
Po raztezanju cevi se v cev vstavi trn-kaliber in z rahlimi udarci kladiva po trnu s posebnimi kleščami prilagodi premer raztezanja na zahtevano raztezanje.
Kako rezati bakrene cevi z rezalnikom cevi:
Cev se namesti med čeljusti rezalnika cevi in rezalni valj pritisne z nastavitvenim vijakom.
Ko naredite en ali dva obrata okoli cevi z rezalnikom za cevi, valj zategnete z vijakom in rezalnik cevi ponovno zavrtite.
Z zložljivim nožem se z notranje strani cevi odstranijo robovi.
Nadaljujte z rezanjem cevi, dokler dela cevi, ki ga želite rezati, ni mogoče ločiti z roko.
Tipične vrste priključkov bakrenih cevi
Pri izvedbi inštalacijskih del, na primer vodovodnega sistema z bakrenimi cevmi, je potrebno zagotoviti priključke, narediti zavoje, obvode in namestiti vodovodne armature.
Na fotografiji vrste "bakrenih" povezav
- Fleksibilni priključek za cev.
- Povezava cevi različnih premerov s spajkanjem z ravno spojko.
- Izhod je izdelan s pomočjo tee in enocevnega obvoda.
- kvadrat z stenski nosilec in ventil omogoča povezavo fleksibilnega eyelinerja.
- Oris z razširjenimi vtičnicami.
- Vstavitev krogelnega ventila, povezanega s spojnimi maticami.
Različica vodovodnega sistema z uporabo bakrenih komponent
Da bi optimizirali vodovodni sistem, izenačitev tlaka v sistemu, zmanjšanje dodatnih obremenitev črpalke in stroškov sistema, premeri bakrenih cevi so izbrani glede na pretok vode na vsaki točki porabe. Običajno se pri pretoku do 50 l / min uporabljajo cevi s premerom 10 mm, pri pretoku do 160 l / min - cevi s prerezom 16 mm, pri pretoku 250 l / min - cevi s prečnim prerezom 20 mm. Različica vodovodnega sistema in premeri bakrenih cevi so prikazani na sliki.
Za cevi različnih premerov se običajno uporabljajo navojni priključki ustreznih velikosti. Na primer, priključki na ključ 15 × 22 mm se lahko uporabljajo za spajkalne spoje s cevmi s prerezom 10-18 mm (tabela).
| Prileganje | Premer cevi, mm | |||||||
| 12×18 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 |
| 15×22 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 |
| 20×28 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 |
 1 komplet baterijskih dodatkov za nargile z LED led lučka Z…
1 komplet baterijskih dodatkov za nargile z LED led lučka Z…
Na zalogi
Tee press-B bronze Sanpress VIEGA 54x1 / 2 "x54 - priključek-adapter od navojnega do stiskalnega priključka, če je potrebno odcepiti pri namestitvi bakrenih cevi v sistemih za oskrbo s hladno in toplo vodo, ogrevalnih sistemih, vodovodna oprema. Material stiskalnice B je bron Sanpress VIEGA 54x1/2"x54 - bron. Obseg stiskalnice B je bron Sanpress VIEGA 54x1/2"x54 - voda, zrak, glikoli, kurilno olje in drugi ne- agresivne tekočine. Delovni pogoji stiskalnice-B bronze Sanpress VIEGA 54x1/2"x54: najvišja temperatura je 110 stopinj Celzija, največji dovoljeni tlak je 10 barov. Samo enkratno stiskanje stiskalnice-B bronze Sanpress VIEGA 54x1/2" x54 je dovoljeno. Komplet tesnilnih elementov press-B tee bronze Sanpress VIEGA 54x1/2"x54 - HNBR.
Dodaj artikel v košarico
Cena s popustom: 2597,64 RUB
Na zalogi
Cena pošiljanja: 1 kos.
Število enot:
1 +1
Znesek: 2597,64 rubljev
Na zalogi
Press-N tee bronze Sanpress VIEGA 54x3/4"x54 - fiting-adapter iz navojnega v press priključek, če je potrebno odcepiti pri vgradnji bakrenih cevi v sisteme za oskrbo s hladno in toplo vodo, ogrevalne sisteme, sanitarno opremo. material press-N tee je bron Sanpress VIEGA 54x3 /4"x54 - bron. Obseg tee press-N bronze Sanpress VIEGA 54x3 / 4 "x54 - voda, zrak, glikoli, kurilno olje in druge neagresivne tekočine. Pogoji delovanja tee press-N bronze Sanpress VIEGA 54x3 / 4"x54: največ temperatura 110 stopinj Celzija, največji dovoljeni tlak - 10 barov. Dovoljeno je samo enkratno stiskanje tiskovne T-N bronaste Sanpress VIEGA 54x3 / 4"x54 s stiskalnimi kleščami. Celoten komplet tesnilnih elementov press-N bronaste Sanpress VIEGA 54x3 / 4"x54 - HNBR. Stiskani fitingi Sanpress so opremljeni z varnostno zanko SC-Contur (mikroutor na fitingu), ki omogoča vizualno prepoznavanje nestisnjenih spojev med tlačnim preizkusom in posledično
Dodaj artikel v košarico
Cena s popustom: 4162,45 RUB
Na zalogi
Cena pošiljanja: 1 kos.
Število enot:
1 +1
Znesek: 4162,45 rubljev
Na zalogi
Press-N tee bronze Sanpress VIEGA 35x3/4"x35 - fiting-adapter iz navojnega v press priključek, če je potrebna odcepitev pri vgradnji bakrenih cevi v sistemih za oskrbo s hladno in toplo vodo, ogrevalnih sistemih, sanitarni opremi. material press-N tee je bron Sanpress VIEGA 35x3 /4"x35 - bron. Obseg tee stiskalnice-N bronze Sanpress VIEGA 35x3 / 4 "x35 - voda, zrak, glikoli, kurilno olje in druge neagresivne tekočine. Pogoji delovanja tee stiskalnice-N bronze Sanpress VIEGA 35x3 / 4"x35: največ temperatura 110 stopinj Celzija, največji dovoljeni tlak - 10 barov. Dovoljeno je le enkratno stiskanje T stiskalnice-N bronze Sanpress VIEGA 35x3/4"x35 s stiskalnimi kleščami. Celoten komplet T stiskalnice N bronze Sanpress VIEGA 35x3/4"x35 - HNBR tesnilni elementi. Stiskani fitingi Sanpress so opremljeni z varnostno zanko SC-Contur (mikroutor na fitingu), ki omogoča vizualno prepoznavanje nestisnjenih spojev med tlačnim preizkusom in posledično
Dodaj artikel v košarico
Cena s popustom: 2464,46 RUB
Na zalogi
Cena pošiljanja: 1 kos.
Število enot:
1 +1
Znesek: 2464,46 rubljev
Na zalogi
Press-N tee bronasta Sanpress VIEGA 22x3/4"x22 - priključek-adapter iz navojnega v stiskalni priključek, če je potrebna razvejanost pri namestitvi bakrenih cevi v sistemih za oskrbo s hladno in toplo vodo, ogrevalnih sistemih, sanitarni opremi. Material stiskalnice-N je bron Sanpress VIEGA 22x3 /4"x22 - bron. Obseg tee stiskalnice-N bronze Sanpress VIEGA 22x3 / 4 "x22 - voda, zrak, glikoli, kurilno olje in druge neagresivne tekočine. Pogoji delovanja tee stiskalnice-N bronze Sanpress VIEGA 22x3 / 4"x22: največ temperatura 110 stopinj Celzija, največji dovoljeni tlak - 10 barov. Dovoljeno je samo enkratno stiskanje T stiskalnice-N bronze Sanpress VIEGA 22x3/4"x22 s stiskalnimi kleščami. Celoten komplet T stiskalnice-N bronze Sanpress VIEGA 22x3/4"x22 - HNBR tesnilni elementi. Stiskani fitingi Sanpress so opremljeni z varnostno zanko SC-Contur (mikroutor na fitingu), ki omogoča vizualno prepoznavanje nestisnjenih spojev med tlačnim preizkusom in posledično
Dodaj artikel v košarico
Cena s popustom: 1.851,00 RUB
Na zalogi
Cena pošiljanja: 1 kos.
Število enot:
1 +1
Znesek: 1851,00 RUB
Na zalogi
Tee press-B bronze Sanpress VIEGA 15x1 / 2 "x15 - priključek-adapter od navojnega do stiskalnega priključka, če je potrebna razvejanost pri namestitvi bakrenih cevi v sistemih za oskrbo s hladno in toplo vodo, ogrevalnih sistemih, sanitarni opremi. Material stiskalnice B je bron Sanpress VIEGA 15x1 / 2 "x15 - bron. Področje uporabe tee stiskalnice-B bronze Sanpress VIEGA 15x1 / 2 "x15 - voda, zrak, glikoli, kurilno olje in druge neagresivne tekočine. Pogoji delovanja tee stiskalnice-B bronze Sanpress VIEGA 15x1 / 2"x15: največ temperatura 110 stopinj Celzija, največji dovoljeni tlak - 10 barov. Dovoljeno je samo enkratno stiskanje T stiskalnice-B bronze Sanpress VIEGA 15x1 / 2"x15 s stiskalnimi kleščami. Celoten komplet T stiskalnice B bronze Sanpress VIEGA 15x1 / 2"x15 - tesnilni elementi HNBR. Stiskani fitingi Sanpress so opremljeni z varnostno zanko SC-Contur (mikroutor na fitingu), ki omogoča vizualno prepoznavanje nestisnjenih spojev med tlačnim preizkusom in posledično
Dodaj artikel v košarico
Cena s popustom: 731,76 RUB
Na zalogi
Cena pošiljanja: 1 kos.
Število enot:
1 +1
Znesek: 731,76 rubljev
Na zalogi
Tee press-B bronze Sanpress VIEGA 22x1 / 2 "x22 - priključek-adapter od navojnega do stiskalnega priključka, če je potrebna razvejanost pri namestitvi bakrenih cevi v sistemih za oskrbo s hladno in toplo vodo, ogrevalnih sistemih, sanitarni opremi. Material stiskalnice B je bron Sanpress VIEGA 22x1 / 2 "x22 - bron. Obseg tee stiskalnice-B bronze Sanpress VIEGA 22x1 / 2 "x22 - voda, zrak, glikoli, kurilno olje in druge neagresivne tekočine. Pogoji delovanja tee stiskalnice-B bronze Sanpress VIEGA 22x1 / 2" x22: največ temperatura 110 stopinj Celzija, največji dovoljeni tlak - 10 barov. Dovoljeno je samo enkratno stiskanje T-B bronze Sanpress VIEGA 22x1 / 2" x22 s stiskalnimi kleščami. Celoten komplet T-B bronze Sanpress VIEGA 22x1 / 2" x22 - HNBR tesnilni elementi. Stiskani fitingi Sanpress so opremljeni z varnostno zanko SC-Contur (mikroutor na fitingu), ki omogoča vizualno prepoznavanje nestisnjenih spojev med tlačnim preizkusom in posledično
Dodaj artikel v košarico
Cena s popustom: 1028,57 RUB
Na zalogi
Cena pošiljanja: 1 kos.
Število enot:
1 +1
Znesek: 1028,57 rubljev
Na zalogi
Tee stiskalnica-B bronasta Sanpress VIEGA 28x1 / 2 "x28 - priključek-adapter iz navojnega v stiskalni priključek, če je potrebno odcepiti pri namestitvi bakrenih cevi v sisteme za oskrbo s hladno in toplo vodo, ogrevalne sisteme, sanitarno opremo. Material stiskalnice B je bron Sanpress VIEGA 28x1 / 2 "x28 - bron. Obseg stiskalnice-B bronze Sanpress VIEGA 28x1 / 2 "x28 - voda, zrak, glikoli, kurilno olje in druge neagresivne tekočine. Delovni pogoji stiskalnice-B bronze Sanpress VIEGA 28x1 / 2"x28: največ temperatura 110 stopinj Celzija, največji dovoljeni tlak - 10 barov. Dovoljeno je samo enkratno stiskanje T T stiskalnice-B bronze Sanpress VIEGA 28x1/2"x28 s stiskalnimi kleščami. Komplet T T stiskalnice B bronze Sanpress VIEGA 28x1/2"x28 - HNBR tesnilni elementi. Stiskani fitingi Sanpress so opremljeni z varnostno zanko SC-Contur (mikroutor na fitingu), ki omogoča vizualno prepoznavanje nestisnjenih spojev med tlačnim preizkusom in posledično
Dodaj artikel v košarico
Cena s popustom: 1286,42 RUB
Na zalogi
Cena pošiljanja: 1 kos.
Število enot:
1 +1
Znesek: 1286,42 rubljev
Objemka za vodo-B s plastičnim obročem TIEMME 10x1/2" je namenjena povezovanju bakrenih in jeklenih cevi s pipami v vodovodnem sistemu, ogrevalni in vodovodni opremi. Material nastavka za vodo-B TIEMME 10x1/2" je CW617N medenina s plastičnim obročem (P.T.F.E.) . Obseg vodne vtičnice je voda, glikoli, neagresivne tekočine, olje in stisnjen zrak. Norme za cev omejujejo pogoje delovanja vodne vtičnice crimp-B s plastičnim obročem TIEMME 10x1 / 2 "na naslednje podatke: največ delovna temperatura je 120 stopinj Celzija, največji dovoljeni tlak je 30 barov. Vodna vtičnica z navojem crimp-B s plastičnim obročem TIEMME 10x1/2" - ISO 228 (GOST 6357-81), vrsta povezave - crimp in notranji navoj.
Kljub razvoju tehnologije in priljubljenosti uporabe polimerov se kovina uspešno uporablja pri izdelavi cevovodov za vodovodne in ogrevalne sisteme. Za te namene se običajno uporabljajo jeklo, medenina in baker. Slednji ima odlično odpornost proti koroziji, mehanska trdnost in odpornost na udarce visoke temperature in pritisk. Zato je kljub nekaterim visokim stroškom tega materiala njegova uporaba popolnoma upravičena.
Pred priključitvijo bakrenih cevi se morate odločiti, ali boste to storili s spajkanjem ali brez njega.
Spajkalna povezava
Ena od prvih možnosti, ki jo je treba upoštevati, je spajanje cevi s spajkanjem. Takoj je treba opozoriti, da obstajata dva načina spajkanja bakrenih cevi - to je nizkotemperaturna in visokotemperaturna metoda. Kot lahko uganite, je razlika med njima v temperaturi, pri kateri poteka spajkanje. V nizkotemperaturnem režimu se elementi segrevajo do 300 °C in uporabljajo se spajke z nizkim tališčem. Visokotemperaturno spajkanje se uporablja za namestitev sistemov, ki so pod velikimi obremenitvami, na primer v industriji, uporaba te tehnike za zasebne namene je nepraktična.

Pri spajanju bakrenih cevi s spajkanjem se praviloma uporabljajo povezovalni elementi, imenovani fitingi, spajke na osnovi kositra in talila. Postopek priključitve cevi je naslednji.
- Najprej morate rezati cevi prava velikost. V tem primeru je vredno biti previden in ne pozabite upoštevati dimenzij samega okovja.
- Konce cevi, ki jih je treba spojiti, je treba natančno pregledati glede prisotnosti različnih napak, kot so razpoke, ostružki ali robovi. Njihova prisotnost je nesprejemljiva, saj lahko vpliva na tesnost povezave, zato je treba, če se odkrijejo, odpraviti vse napake.
- Če so konci cevi v redu, lahko nadaljujete s povezavo. Treba je opozoriti, da obstaja več možnosti povezave, na primer, morate povezati več kot dve cevi ali cevi različnih premerov, zato je treba izbrati fitinge, ki ustrezajo namenu.
- konec cevi in notranji del povezovalni element je obdelan s talilom - posebna sestava, ki deluje kot razmaščevalec, ki pripravi površine za močnejšo povezavo.
- Po tem se konec cevi vstavi v priključek in segreje. Priključek je izbran tako, da je njegov premer 1–1,5 mm večji od premera cevi. Cevi se segrevajo z plinski gorilnik. Prostor med povezanimi elementi je zapolnjen s potrošnim spajkom. Sodobni trg ponuja različne že pripravljene spajke, ki so enostavne za uporabo, zato to ne bi smelo biti problem.
- Ko je spajka enakomerno porazdeljena po celotnem obodu, je treba dele, ki jih želite spojiti, pustiti, dokler se spajka popolnoma ne strdi in tvori močno povezavo.
- Zadnji korak bi moral biti preverjanje povezave, to je, da mora biti voda vklopljena. Tako ne bo samo preverjanje, ampak tudi odstranjevanje ostankov fluksa, ki lahko ostanejo na notranji površini cevi, kar je nezaželeno, saj lahko povzroči korozijo.
Povezava brez spajkanja
Opozoriti je treba tudi, da kljub dejstvu, da je spajanje bakrenih cevi s spajkanjem v večini primerov najbolj zanesljivo in primerno, včasih spajkanje ni mogoče in se je v takih primerih mogoče zateči k spoju brez spajkanja. z uporabo posebnih nastavkov. Njihov princip delovanja temelji na vpenjalnem učinku, ki je posledica navojne povezave. Postopek povezave je naslednji.
- Najprej je treba razstaviti okovje, ki je običajno sestavljeno iz dveh delov.
- Eden od delov je nameščen na cevi. Natančneje, nameščena je matica in vpenjalni obroč.
- Po tem se cev vstavi v notranjost priključni nastavek, in matica je zategnjena vzdolž navoja.

Praviloma je k okovju te vrste priloženo navodilo, v strogem skladu s katerim je treba opraviti vsa dela.
Opomba! Povezava cevi na ta način ni dovolj zanesljiva, zato so tudi najmanjša izkrivljanja v povezavi, pa tudi kršitev tehnologije, nesprejemljivi. Da bi dosegli večjo tesnost navojne povezave, jo lahko zapremo s posebnimi navoji, medtem ko je nesprejemljivo, da presežek pride v cev, saj lahko to prepreči prost prehod vode.
Ne glede na to, kateri način povezave je izbran, je treba delo opraviti ob upoštevanju številnih splošnih pravil:
- Za povezavo je treba uporabiti cevi iste kovine. Če morate bakreno cev povezati s katero koli drugo, morate izbrati ustrezno metodo. Na primer, za povezavo bakra in PVC cevi spajkanje ni primerno.
- Če je namenjeno povezovanju bakra in jeklene cevi, potem je treba jeklo postaviti pred baker.
- Pri zategovanju navojne povezave potrebna je previdnost, zlasti če se uporabljajo tankostenske cevi.
- Da se ne bi zmotili s količino spajke, je treba vzeti dolžino žice enaka krogu cevi.
- Za ogrevanje cevi je najbolje uporabiti poseben gorilnik. Uporaba običajnega pihalnika je načeloma sprejemljiva, vendar obstaja nevarnost pregrevanja stičišča, kar bo otežilo delo.
- Bakrene cevi so z materialnega vidika nekoliko drage, zato je pred začetkom dela priporočljivo izvesti predhodni izračuni količino materiala. Ob tem ne smemo pozabiti, da imajo vezni elementi tudi določene dimenzije, ki jih je prav tako treba upoštevati.

Na koncu je treba povedati, da povezava bakrenih cevi s tehnološkega vidika ni zelo zapleten proces, vendar se lahko prvič pojavijo nekatere težave. Da bi imeli najbolj popolno sliko postopka, se lahko posvetujete s strokovnjaki ali si vsaj ogledate video na to temo.
Video
Ta video prikazuje postopek spajkanja bakrenih cevi.
Med kleparska dela, kot tudi pri polaganju kanalizacijskih cevi za hišo, je pogosto potrebno povezati različne segmente iz bakrenih cevi. O tem težkem postopku bomo razpravljali še naprej.
Rezanje bakrene cevi z rezalnikom
Na začetku je potrebno izrezati cevi želene velikosti, za kar uporabimo posebno orodje, prikazano na naslednji sliki.
Kako rezati togo bakreno cev. Rez se izvede s posebnim orodjem, katerega objemko je treba tesno zategniti, nato pa začeti vrteti okoli cevi in jo ponavljati, dokler se cev ne razreže.
- Kolo za rezanje cevi.
- Rezalnik cevi.
- Vodilno kolo za rezanje cevi.
- Bakrena cev.
- Stran vrtenja vijaka.
- Ročaj za zategovanje objemke rezalnika cevi.
Načelo rezanja cevi je zelo preprosto. Rezalnik se namesti na želeni konec cevi in se premakne na mesto, kjer bo rez. Objemka rezalnika se mora tesno prilegati cevi, za kar je treba priviti vijak (objemko). Nato morate začeti vrteti rezalnik okoli cevi, postopoma zategovati vijak in tako naprej, dokler cev ni odrezana.

Klasična uporaba orodja za rezanje bakrenih cevi
Za rezanje bakrene cevi seveda lahko uporabite nožno žago, vendar bodo pri takem rezu robovi cevi preveč neravni in jih bo treba posebej zgladiti.
Cev je odrezana, zdaj lahko začnete brusiti robove.
Obdelava robov bakrene cevi po rezanju
Najprej morate očistiti robove cevi in odstraniti vse morebitne nepravilnosti. Za to se običajno uporablja igelna datoteka ali polkrožna datoteka.

Nepravilnosti, ki so ostale po rezu, previdno odstranite z roba cevi. Če želite to narediti, boste potrebovali iglo ali zaobljeno datoteko.
- Bakrena cev.
- Nepravilnosti in praske po rezanju cevi.
- Pila ali igelna pila polkrožne oblike.
Brušenje robov cevi
Zdaj vzamemo tanko kožo in nadaljujemo z brušenjem zunanje površine roba. Polirajte ga, dokler ne zasije. Nato se notranja ravnina cevi obdela tik ob robovih. Če želite to narediti, praviloma lahko kupite posebne ščetke v najbližji trgovini s strojno opremo.

Brušenje robov bakrene cevi z brusnim papirjem sploh ni težko
Ne pretiravajte s površino cevi - če odstranite preveč materiala, bodo težave pri naknadnem spajkanju.

Robove cevi, tako zunaj kot znotraj, je treba skrbno očistiti s tankim brusnim papirjem.
- Bakrena cev.
- Brusni papir (tanek).
- Z rahlim pritiskom pobrusite rob cevi.
- Čiščenje roba cevi.
- Bakreni čajnik.
- Fini brusni papir.
- Čiščenje notranjega roba.
- Z brusnim papirjem potegnite po notranji strani cevi.
Uporaba fluksa
Nato potrebujemo čopič, s katerim nanesemo tanek sloj talila znotraj in zunaj cevi. Ker je tok kemično aktivno sredstvo dekapiranje uporabljajte previdno, da preprečite morebitno korozijo cevi.

Priporočljivo je, da uporabite čopič za nanašanje plasti fluksa. Ne poskušajte tega narediti s prsti - fluks je zelo strupen in škodljiv ne samo za prste, ampak tudi za oči.
- Bakrena cev.
- Bakreni čajnik.

S čopičem nanesite talilo na bakreno cev
Vstavite cev v nastavek čim tesneje. Zavrtite to okovje, da enakomerno porazdelite tok. Če kapljice ostanejo zunaj cevi, jih odstranite.

Z robovi cevi, namazanimi s talilom, nastavek potisnite na cev in ga zavrtite, da bo bolj enakomerno razporejen po cevi. Prepričajte se, da ste odstranili vse preostale tekočine, ki so iztekle.
- Bakreni čajnik.
- Vstavite cev v priključek.
- Zavrtite cev, da se tok razprši po nastavku.
- Obrišite vse preostale flukse.
- Bakrena cev.
Obdelava cevnih spojev z gorilnikom
Začnimo z gorilnikom. Prižgite ga in približajte plamen gorilnika do roba spoja cevi. Segrejte konec nastavka in enega za drugim žgajte konca nastavka.

Tako cev kot nastavek je treba segreti z gorilnikom na temperaturo, pri kateri se bo spajka začela topiti.
- Ogrejte cev.
- Ogrejte stran okovja.

Obdelava spoja bakrene cevi s propanskim gorilnikom
Razporeditev spajk
Ko je spoj dovolj vroč in se spajka začne topiti, se s koncem spajke dotaknite točke, kjer se priključek in cev spojita. Pojdite skozi to križišče s krožnimi gibi. Ko je celoten rob pokrit s spajkanjem in ste prepričani, da ni nobene vrzeli, morate počakati, da se spoj ohladi. Upoštevajte tudi, da se mora pri nanašanju spajke plamen gorilnika dotikati cevi.

Konec spajke je treba nanesti na okovje in žgati vzdolž spoja. Spajka se nato stopi in gre naravnost v režo med cevjo in nastavkom. Med celotnim postopkom ogrevajte priključek, da ohranite temperaturo taljenja spajke.
- Bakreno okovje.
- Propansko svetilko držite na priključku.
- Bakrena cev.
- Spajko nanesite na spoj in ga razporedite po robu.
- Spajkanje.

Uporaba spajke za varjenje bakrenih cevi
Kako pride spajka neposredno v prostor med cevjo in nastavkom, ali ne ostane zunaj? Pravzaprav bo spajka vstopila v režo zaradi delovanja kapilarnih sil in lahko teče tako navpično kot vodoravno. Ta postopek je jasno prikazan na naslednji sliki.

Mehanizem delovanja kapilarnih sil na spajko.
- Bakreno okovje.
- Bakrena cev.
- Spajka, ki vstopi v režo med cevmi zaradi kapilarnega sesanja.
- Spajka se strdi in tvori zaščitno plast, ki se razporedi po robu spoja.
- Kako se spajka porazdeli.
- Poravnana spajka.
- Ohlajena spajka prevzame pastozno obliko.
Pri izbiri spajke je treba upoštevati tlak tekočine v cevovodu, ki se polaga, pa tudi temperaturo taljenja spajke. V skladu z obstoječimi standardi v talilih in spajkah, namenjenih za kanalizacijski sistemi, koncentracija svinca ne sme preseči vrednosti 0,2 %.
Kako povezati mehke bakrene cevi
Ni zaman, da se mehka bakrena cev tako imenuje - ni je težko upogniti z rokami. Vendar pa je hkrati tveganje, da bo cev nepravilno upognjena, precej visoka. Zato močno priporočamo uporabo upogiba cevi.
Če je cev preveč upognjena, voda ne bo mogla v celoti preiti skozi območje pregiba, da ne omenjamo pojava razpok. Če je potreben upogib dovolj velikega polmera, potem je gibljiv plašč običajne cevi za vodo iz vzmeti popoln kot upogib cevi. Potrebno je le, da se ta plašč ujema s premerom bakrene cevi.

Če morate upogniti dolgo mehko bakreno cev, lahko uporabite vzmetni plašč običajne cevi. Cev je treba upogniti previdno, brez uporabe prevelike sile. Nato preprosto z vrtenjem odstranite cev.
- Vzmetni zaščitni plašč.
- Mehka bakrena cev.
Če želite upogniti cev, jo lahko rahlo pritisnete s kolenom. V tem primeru velja, da večji kot je upogibni radij cevi, manjša je verjetnost, da bo cev preveč upognjena.

Najenostavnejši način upogibanja mehke bakrene cevi: z uporabo običajne jeklene valovite cevi in plastične steklenice
Če želite cev upogniti v manjšem polmeru, potem ne morete brez ročnega upogiba cevi. Zasukajte ročaje za 180 stopinj, preden vstavite cev v to orodje.
Ko je cev vstavljena, mora biti en ročaj dvignjen tako, da tvori pravi kot z drugim ročajem. Tukaj je težko narediti napako, saj je na valju za upogibanje cevi ustrezna oznaka, ki mora biti poravnana z upogibno točko.
Video o uporabi upogibalca cevi
Ta videoposnetek prikazuje, kako pravilno uporabiti upogibalko cevi za upogibanje bakrenih cevi za vodovodne ali klimatske sisteme.
Uporaba upogiba cevi
Sedaj samo približajte ročaja krivca skupaj, dokler ne dobite točno tistega upogiba, ki ga želite. Pred upogibanjem cevi se prepričajte, da se upogibnik cevi popolnoma ujema z njenim premerom.
Upogibalka cevi z vzvodom je idealno orodje za krivljenje bakrenih cevi. V tem primeru je najmanjši radij upogibanja odvisen od premera cevi, ki jo krivite.
- Bakrena cev.
- Bakrena cev.
- Zavrtite ročaj, dokler se cev ne upogne do želenega kota.
- Zasukajte ročaje za 180 stopinj in vstavite cev v upogibalko cevi.
- Bakrena cev.
- Valj za upogibanje cevi.
- Bakrena cev.

Klasičen vzvodni krivilec cevi za upogibanje bakrenih (in ne samo) cevi
Razstrelitev bakrene cevi
Za priključitev mehke bakrene cevi se pogosto uporablja spojka, v katero je vstavljen predhodno razviti konec cevi. Tovrstni spoj ima številne prednosti, zlasti ga je zelo enostavno razstaviti, če je potrebno, in ponovno pritrditi.
Običajno se razširitveni spoj uporablja, kadar ni mogoče uporabiti propanskega gorilnika ali če ni mogoče odvajati vode iz stare cevi. Za pritrditev spojke je dovolj, da jo namestite na cev, nato pa z ustreznim orodjem razstrelite konec cevi.

Na fotografiji sta razsvetljava in objemka z nizom lukenj za kalibracijo. Vse to skupaj in orodja za pravilno raztegovanje bakrene cevi.
Postopek žganja
Razžiganje bakrene cevi je naslednje.
- Najprej morate očistiti konec cevi.
- Na cev je nameščena spojka.
- Cev se vstavi v kalibracijsko luknjo in nato vpne. Seveda se mora premer cevi ujemati s premerom luknje. V tem primeru mora biti konec cevi nameščen poravnano ali nekoliko višje od vpenjalne ravnine.
- Na objemko je nameščena ustrezna napeljava, po kateri je treba zavrteti vijak. Nazadnje mora biti konec cevi zašiljen pod kotom, ki je v povprečju 45 stopinj.

Konec cevi je treba vpeti v kalibrirano luknjo. Nato se orodje za razstrelitev premakne na objemko in stožec se vstavi v cev. Žganje se izvede z vrtenjem vijaka.
- Orodje za brušenje robov.
- Širječi stožec.
- Kalibracijske luknje.
- Objemka.
- Bakrena cev.
Cev se odstrani iz kalibrirane luknje, nato pa se sklopka prenese blizu predhodno razširjenih robov.

Spojka se uporablja za povezavo koncev bakrenih cevi.
- Spojna komponenta za vžiganje.
- Stožčasti konec komponente je vstavljen v razširjeni del cevi.
- Spojni del v obliki matice.
- Razširjeni robovi cevi.
- Bakrena cev.

Standardna spojka za bakrene cevi
Za obračanje navoja sklopke uporabite tesnilni trak in nato trdno privijte ustrezno matico. Zdaj je sklopka v celoti sestavljena in jo lahko občudujemo na naslednji sliki.

Sestavljena sklopka izgleda takole.
- Matica za vžig.
- Osrednji del sklopke.
- Konusna matica.
- Bakrena cev z razširjenim koncem.
Včasih se bakrene cevi v tovarni razrežejo z dodatkom 2-2,5 cm, kar se naredi tako, da se v primeru neuspešnega razžiga lahko konec cevi odreže in ponovno razžge.
Video o razširitvi bakrenih cevi
Vizualna vadnica o širjenju bakrenih cevi z lastnimi rokami. Sami lahko vidite, da v tem procesu ni nič zapletenega.
Spojka s tesnilom
Za povezavo bakrene cevi s pipami in ventili je potreben element, kot je npr sklopka s tesnilom .
Pravzaprav je to navadna matica s tesnilnim tesnilom. V tem primeru mora imeti priključek, ki je povezan s sklopko, navoj, ki ustreza navoju te matice.

Ta sklopka ima posebno pritrdilno tesnilo, ki se natančno prilega matici, ki ima notranji navoj, po katerem se vstavi v luknjo ojačitve, ki ima zunanji navoj.
- Bakrena cev.
- Vijak.
- Tesnilno tesnilo.
- Spojka za povezavo s tesnilom.
- Povezava z drugo cevjo.
- ventil ali priključek.
Namestitev te sklopke je enostavna. Sprva je na cev nameščena matica, nato pa tesnilno tesnilo.

Tipična spojka s tesnilom za bakrene cevi
Nato se cev vstavi v nastavek, le-ta mora biti točno pravokotna na odprtino nastavka. To je zelo pomembna točka, kajti če je cev nameščena v priključek tudi pod rahlim kotom, je puščanje skoraj neizogibno.
Tesnilno tesnilo je sedaj pritisnjeno ob robove fitinga. Še vedno je treba zategniti matico na ventilu in ni je treba močno zategniti, približno četrtino obrata.



